 Documento Controlado
Documento Controlado
Elaborado por: Rodrigo Andrioli
Aprovado por: Reginaldo Lima
Versão 03 Data: 28/01/2025
1 – Referências
Manual da Qualidade
ISO 9001:2015
2 – Objetivo do Processo
O Procedimento de Produção tem como objetivo definir a sequência de processos realizados na decapagem, limpeza, tratamento e liberação de gancheiras, racks, peças e outros materiais metálicos, através da remoção de tintas, oxidações, impurezas orgânicas e incrustações superficiais, bem como a correção e reposição de partes metálicas.
3 – Entradas do Processo
a) Controle interno de serviços;
b) Infraestrutura técnica;
c) Equipamentos;
d) Ordem de Produção;
e) Instrução Operacional Padrão;
f) Colaboradores.
4 – Liderança na Metalfam
Todas as equipes de uma empresa necessitam de uma liderança. Pensando nisso, a Diretoria da Metalfam estabeleceu alguns colaboradores como Líderes da Produção e da Serralheria. Cabe a estes focar nas equipes e auxiliar cada liderado em suas necessidades.
Para auxiliar a Liderança nessa tarefa, foi desenvolvida a Instrução de Trabalho IT02-Processo de Liderança, cujo objetivo visa padronizar e orientar as ações dos líderes na empresa, garantindo a eficiência operacional, a gestão adequada da equipe e o cumprimento das normas internas.
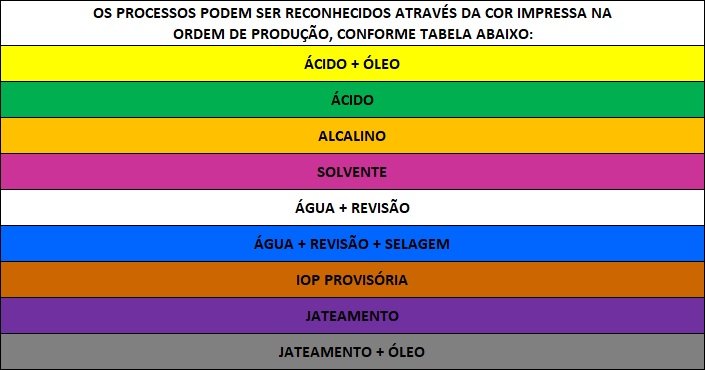
5 – Os Processos
Os Processos ficam melhor reconhecidos através da cor impressa na Ordem de Produção, conforme tabela abaixo:
6 – EPI-Equipamento de Proteção Individual
Cada processo exige que o colaborador esteja utilizando os EPIs necessários. Esses EPIs são retirados com o Líder da Produção, mediante assinatura do formulário F06-Controle de Entrega de EPIs.
Quando ocorrer a admissão de novo funcionário, o mesmo só poderá iniciar seus trabalhos após passar pelo Processo de Integração e receber os EPIs obrigatórios para sua função. Sendo constatada a necessidade, os EPIs deverão ser repostos/trocados para todos os colaboradores que os utilizam.
Sobre o manuseio e correta utilização dos EPIs, consultar também a Instrução de Trabalho IT03-Treinamento na Utilização de EPIs.
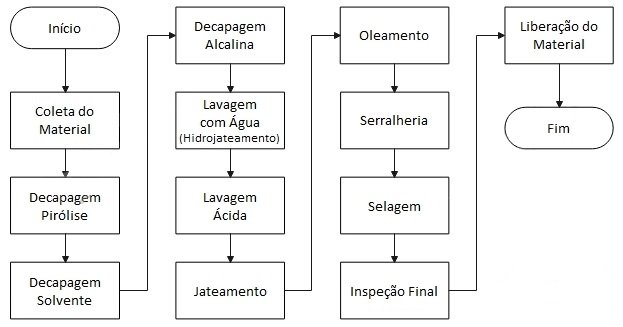
7 – Macrofluxo de Produção
O Macrofluxo dá uma visão geral de todos os processos, mas nem todos seguirão estritamente essa ordem. Conforme a análise das peças e as determinações da Ordem de Produção, etapas poderão ser suprimidas.
7.1 – Descrição do Processo de Produção
A coleta do material a ser processado é vista em conjunto pelo Setor de Recebimento e pelo Setor de Logística/Liderança. Esse trabalho em conjunto resulta na:
– conferência da NF de entrada da mercadoria (contagem física e peso);
– Identificação das peças e embalagem do cliente na Área de Armazenagem;
– geração do formulário F01-Ordem de Produção, onde será descrito o material, suas características e a sequência dos processos subsequentes;
Para mais informações, consultar também o procedimento P08-Logística e Expedição.
NOTA: A análise do perfil do cliente e do seu material, permitem ao colaborador atribuir a IOP (Instrução Operacional Padrão) mais adequada para o processo. Caso o material se enquadrar como peça sensível, o colaborador terá de preencher também o formulário F05-Relatório de Avaliação de Custos e Peças Sensíveis, juntando-o ao formulário F01-Ordem de Produção.
Para mais informações, consultar também a Instrução de Trabalho IT04-Processo da Logística.
7.2 – Retrabalho e Reprocesso
Durante o processo de produção, podem ocorrer situações de Retrabalho ou Reprocesso. Se for o caso, preencher e juntar à Ordem de Produção o formulário F04-Ordem de Produção de Retrabalho/Reprocesso.
Retrabalho significa quando o material passou por todos os processos, chegando ao final com alguma falha, comprometendo sua qualidade e gerando custos adicionais pelo retrabalho.
Reprocesso significa correção ao longo do serviço em cada fase/etapa, não devendo ser enviado para a fase/etapa seguinte sem a devida correção.
7.2 .1 – Processo em Etapas Separadas
Não é considerado Retrabalho ou Reprocesso quando o processo é realizado em etapas separadas.
Exemplo: Uma OP especifica o processamento de 100 peças do cliente. Por algum motivo externo ao processo, apenas 60 peças podem ser concluídas no momento, devendo as 40 peças restantes serem processadas posteriormente. Para registrar essa divisão, o colaborador deverá fazer uma cópia da OP original, anotar no campo de Observações dessa cópia a situação das 40 peças e grampear essa cópia à OP original.
NOTA: No decorrer do processamento do material, todos os formulários juntados para esse processo deverão ter seus campos preenchidos. Nenhuma etapa do processo deve ficar sem anotação!!
Cada etapa do processo ocorre conforme as determinações abaixo:
8 – Processo de Decapagem Pirólise
8.1 – Fluxo do Processo
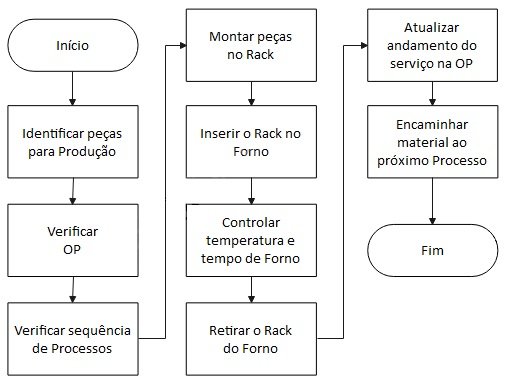
8.2 – Descrição do Processo
O Processo de Decapagem Pirólise tem início a partir da identificação das peças a serem inseridas no processo. Essa verificação deve ser feita através da consulta ao formulário F01-Ordem de Produção e formulário F05-Relatório de Avaliação de Custos e Peças Sensíveis, caso esteja junto.
Uma vez confirmado que as peças passarão pelo Processo de Pirólise, elas seguem para montagem no Rack, fora do Forno, na Área de Carregamento. Após a montagem, o Rack deve ser inserido no Forno para início da queima.
NOTA: Peças que contenham borracha exigem um cuidado maior. Deverá ser analisada a melhor Receita para queima desse material, visto que uma quantidade excessiva de borracha gera aumento da temperatura, gases e fumaça além dos níveis aceitáveis de segurança.
O Processo de Pirólise também exige considerar o tempo de queima e a temperatura, que devem ser observadas através do Sistema de Controle do Forno. Ao final da queima e após as peças terem esfriado, o Rack deve ser retirado do Forno, finalizando o Processo de Pirólise.
O preenchimento dos apontamentos de carregamento, descarregamento e observações pertinentes devem constar de forma clara na Ordem de Produção e demais formulários que estiverem anexados. Por fim, as peças devem ser encaminhadas para o próximo processo, se for o caso.
Para mais informações, consultar também a Instrução de Trabalho IT05-Processo de Montagem e Desmontagem de Gancheiras e Peças nos Racks/Processo de Pirólise.
9 – Processo de Decapagem Solvente
9.1 – Fluxo de Processo
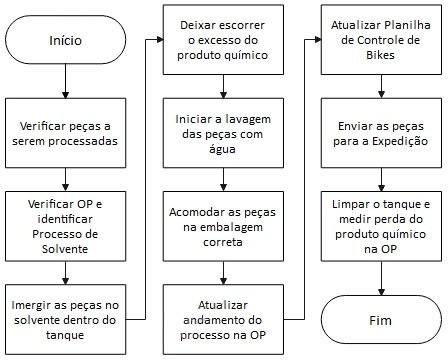
9.2 – Descrição do Processo
Para início do Processo de Decapagem Solvente, o colaborador deve identificar as peças a serem processadas, conforme determinações na Ordem de Produção. Após a identificação, deve-se colocar todas as peças no Tanque de Decapagem e deixá-las pelo tempo determinado para o processo.
Depois, deve-se retirar as peças do tanque, deixar escorrer o excesso de produto químico e fazer a lavagem das peças com água. Ao final do processo deve ser feita a acomodação das peças na embalagem do cliente, a atualização do processo no F01-Ordem de Produção, o preenchimento da Planilha de Controle de Bikes e a liberação das peças para a Expedição.
Ao colaborador cabe a limpeza do tanque, através da filtragem do produto químico para retirada da borra de tinta acumulada. Com uma fita métrica, o colaborador registra na Ordem de Produção a quantidade aproximada de produto químico que se perdeu no processo.
Para mais informações, consultar também a Instrução de Trabalho IT07-Processo Solvente.
10 – Processo de Decapagem Alcalina
10.1 – Fluxo de Processo
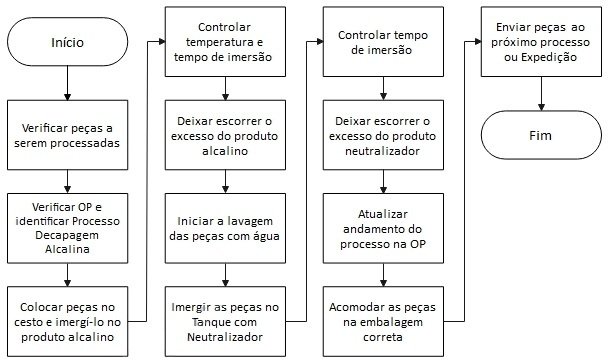
10.2 – Descrição do Processo
Para início do Processo de Decapagem Alcalina, o colaborador deve identificar as peças a serem processadas, conforme determinações na Ordem de Produção. Após a identificação, deve-se colocar todas as peças no Tanque Alcalino e deixá-las pelo tempo determinado para o processo.
Depois, deve-se retirar as peças do tanque, deixar escorrer para remoção do excesso do produto alcalino e em seguida deve ser feita a lavagem das peças com água. Após a lavagem, colocar todas as peças no Tanque Neutralizador e deixá-las pelo tempo determinado para o processo.
Retirar as peças do tanque e deixar escorrer para remoção do excesso de neutralizador. Por fim, fazer o registro do processo através do F01-Ordem de Produção e acomodar as peças na embalagem correta ou encaminhar as peças para o próximo processo, se for o caso.
Para mais informações, consultar também a Instrução de Trabalho IT08-Processo Alcalino.
11 – Processo de Lavagem com Água
11.1 – Fluxo de Processo
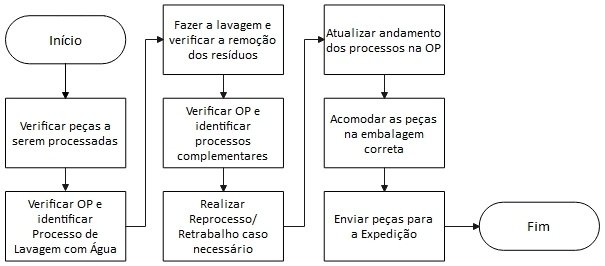
11.2 – Descrição do Processo
Para início do Processo de Lavagem com Água, o colaborador deve identificar as peças a serem processadas, conforme determinações na Ordem de Produção, que estará no Painel Gerencial Lavagem. Após a identificação, submeter as peças à lavagem com água na lavadora de alta pressão designada.
Neste processo deve-se garantir a remoção total dos resíduos presentes nas peças. Ao finalizar o lote de peças, o operador deve preencher as informações de finalização no F01-Ordem de Produção e as peças devem ser enviadas ao próximo processo.
O próximo processo pode ser complementar, isto é, vir a se integrar ao processo principal para aumentar a qualidade do resultado. Dessa forma, se especificado na Ordem de Produção, as peças podem passar por tratamento no Tanque de Ácido Clorídrico, seguida de nova lavagem com água e por tratamento no Tanque com Neutralizador, com banho alternado frio e quente.
Ainda considerando o processo complementar, as peças podem receber uma aplicação de óleo protetivo, correções ou ajustes pela Serralheria e pintura (Selagem). Cada etapa do processo deve ser atualizada no F01-Ordem de Produção.
Por fim, o colaborador cuida da acomodação das peças na embalagem correta e faz sua liberação para a Expedição.
NOTA: Ao longo do processo, nos casos identificados de Reprocesso, as peças devem ser separadas das demais e analisadas à parte, com o preenchimento do formulário F04-Ordem de Produção de Retrabalho/Reprocesso na sequência. Devem ser apontadas as falhas que levaram ao Reprocesso, mantendo esse formulário junto às peças que serão reprocessadas.
Para mais informações, consultar também a Instrução de Trabalho IT06-Processo de Lavagem e seus Complementos (Hidrojateamento).
12 – Processo de Lavagem Ácida
12.1 – Fluxo de Processo
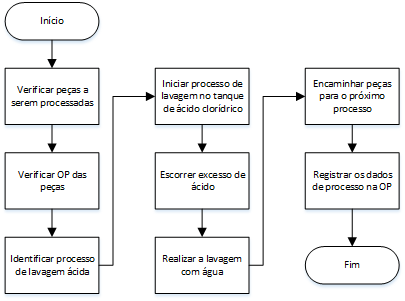
12.2 – Descrição do Processo
Para início do Processo de Lavagem Ácida, o colaborador deve identificar as peças a serem processadas, conforme determinações na Ordem de Produção. Após a identificação, deve-se colocar todas as peças no Tanque de Decapagem com uma solução de ácido clorídrico e deixá-las pelo tempo determinado para o processo.
Ao final, deve-se retirar as peças do tanque, deixar escorrer para remoção do excesso de solução ácida e em seguida deve ser feita a lavagem das peças com água. Ao final do processo deve ser feito o registro da lavagem através do F01-Ordem de Produção e por fim, as peças devem ser encaminhadas para o próximo processo.
Para mais informações, consultar também a Instrução de Trabalho IT06-Processo de Lavagem e seus Complementos (Hidrojateamento).
13 – Processo de Jateamento
13.1 – Fluxo de Processo
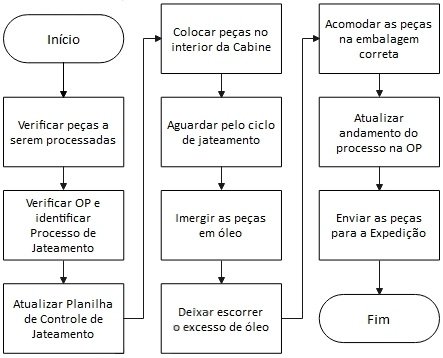
13.2 – Descrição do Processo
Para início do Processo de Jateamento, o colaborador deve identificar as peças a serem processadas, conforme determinações na Ordem de Produção. O colaborador também deverá preencher a Planilha de Controle de Jateamento. Após a identificação, deve-se colocar as peças no interior da Cabine e fechar a porta.
Para sua segurança, o colaborador deverá portar os EPIs obrigatórios e estar atento para que a máquina jateadora esteja corretamente regulada e abastecida com a granalha de aço.
Após a finalização do ciclo de jateamento, o colaborador deverá aguardar pela parada total do motor da turbina antes de abrir a porta da Cabine. Na sequência, as peças devem ser transportadas para o Setor de Oleamento.
Depois da aplicação de óleo protetivo nas peças, aguardar pelo escorrimento do excesso. Ao final do processo deve ser feita a acomodação das peças em sacos ou na embalagem do cliente, a atualização do processo no F01-Ordem de Produção e a liberação para a Expedição com a etiqueta impressa na cor azul.
Para mais informações, consultar também a Instrução de Trabalho IT09-Processo de Jateamento de Peças.
14 – Processo de Oleamento
14.1 – Fluxo de Processo
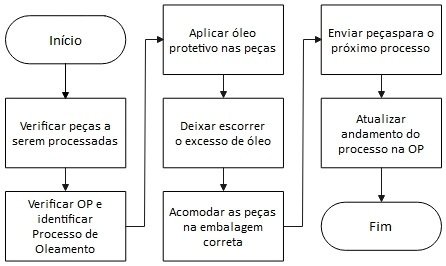
14.2 – Descrição do Processo
O Processo de Oleamento tem início com o recebimento das peças vindas de processos anteriores e a verificação da Ordem de Produção das peças quanto ao seu correto preenchimento dos processos anteriores, além da identificação do Processo de Oleamento na Ordem de Produção.
Após a identificação e verificação das peças, deve-se iniciar o processo com a aplicação de óleo protetivo nas peças. Nesse processo, as peças devem ser acomodadas na bancada específica para escorrimento do excesso de óleo. Após a remoção do excesso, as peças devem ser acomodadas em sua embalagem correta e destinadas ao próximo processo.
Após a embalagem, deve ser feito o registro do oleamento através do F01-Ordem de Produção e por fim, as peças devem ser encaminhadas para o próximo processo.
Nos casos identificados de Retrabalho, as peças devem ser separadas e enviadas para retrabalho. Preencher o formulário F04-Ordem de Produção de Retrabalho/Reprocesso na sequência, apontando o motivo do Retrabalho e a quantidade correta, mantendo esse formulário junto às peças que serão retrabalhadas.
Para mais informações, consultar também as Instruções de Trabalho IT06-Processo de Lavagem e seus Complementos (Hidrojateamento) e IT09-Processo de Jateamento.
15 – Processo de Serralheria
15.1 – Fluxo de Processo
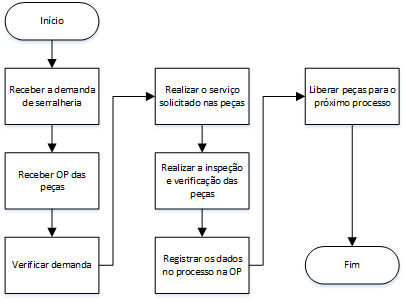
15.2 – Descrição do Processo
O Processo de Serralheria tem início com o recebimento da demanda para a Serralheria e o recebimento da Ordem de Produção junto das peças a serem processadas. Para início do processo, deve ser avaliada a demanda, que pode ser de alinhamento, correções, ajustes e até a reposição de partes de peças ou peças.
Após a avaliação e a definição do serviço a ser realizado, deve-se executar o trabalho e inspecionar as peças a fim de validar a demanda solicitada. Caso as peças estejam de acordo, deve ser realizado o registro dos dados de serralheira através do F01-Ordem de Produção e por fim, as peças devem ser encaminhadas para o próximo processo.
Para mais informações, consultar também a Instrução de Trabalho IT10-Processo Serralheria.
16 – Processo de Selagem
16.1 – Fluxo de Processo
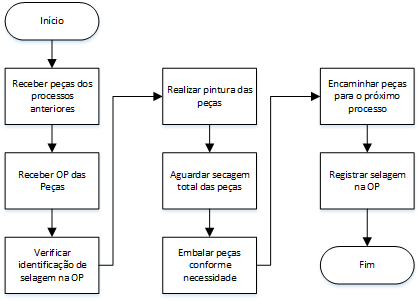
16.2 – Descrição do Processo
O Processo de Selagem tem início com o recebimento das peças vindas de processos anteriores e a verificação da Ordem de Produção das peças quanto ao seu correto preenchimento dos processos anteriores, além da identificação do Processo de Selagem na Ordem de Produção.
Após a identificação e verificação das peças, deve-se iniciar o processo com a aplicação de uma leve camada de tinta protetiva nas peças. Após a pintura, as peças devem ser acomodadas para secagem, sendo necessário aguardar o tempo para a peça secar totalmente. Em seguida, deve-se verificar a necessidade de embalar as peças. Caso seja necessário, deve-se embalar conforme a determinação do cliente.
Após a embalagem, deve ser feito o registro da selagem através do F01-Ordem de Produção e por fim, as peças devem ser encaminhadas para o próximo processo.
Para mais informações, consultar também a Instrução de Trabalho IT06-Processo de Lavagem e seus Complementos (Hidrojateamento).
17 – Observações do Processo
– No Processo de Decapagem ou Pirólise, as cinzas e borras de polímeros (borrachas) que ficam no fundo do Forno deverão ser recolhidas e acondicionadas em caçambas para o devido descarte e tratamento por empresa de coleta de resíduos.
– No Processo de Lavagem, o lodo que ficar acumulado nas canaletas deverá ser recolhido para secagem e posterior incineração, cujos resíduos serão acondicionados em caçambas para o devido descarte e tratamento por empresa de coleta de resíduos.
Para mais informações, consultar também a Instrução de Trabalho IT01-Descarte de Resíduos.
– Ao final dos processos deve ser realizada a conferência do formulário F01-Ordem de Produção quanto ao seu correto preenchimento. Caso se encontre alguma divergência, esta deverá ser apontada ao Líder de Produção para a realização da correção.
18 – Abordagem de Riscos do Processo
A abordagem de riscos do processo é realizada conforme MGR-MANUAL DE GERENCIAMENTO DE RISCO e registrada através do Sistema BitQualy.
19 – Saídas do Processo
a) Materiais metálicos decapados;
b) Materiais metálicos tratados;
c) Materiais metálicos corrigidos/ajustados;
d) Ordens de Produção finalizadas;
20 – Indicadores de Performance
Os indicadores de processo são registrados através do Sistema BitQualy.
21 – Informação Documentada
| Identificação |
Armazenamento |
Proteção |
Recuperação |
Retenção |
Disposição |
| MGR-Manual de Gerenciamento de Risco |
Eletrônico |
Banco de Dados |
Data |
3 Anos |
Delete |
| F01-Ordem de Produção |
Meio Físico |
Banco de Dados |
Data / Número |
3 Anos |
Delete |
| F04-Ordem de Produção de Retrabalho/Reprocesso |
Meio Físico |
Banco de Dados |
Data / Número |
3 Anos |
Delete |
| F05-Relatório de Avaliação de Custos e Peças Sensíveis |
Meio Físico |
Banco de Dados |
Data / Número |
3 Anos |
Delete |
| F06-Controle de Entrega de EPIs |
Meio Físico |
Banco de Dados |
Data / Número |
3 Anos |
Delete |
| IT01-Descarte de Resíduos |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IT02-Processo de Liderança |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IT03-Treinamento na Utilização de EPIs |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IT04-Processo da Logística |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IT05-Processo de Montagem e Desmontagem de Gancheiras e Peças nos Racks/Processo de Pirólise |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IT06-Processo de Lavagem e seus Complementos (Hidrojateamento) |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IT07-Processo Solvente |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IT08-Processo Alcalino |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IT09-Processo de Jateamento |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IT10-Processo Serralheria |
Eletrônico |
Banco de Dados |
Código / Nome do Processo |
3 Anos |
Delete |
| IOP-Instrução Operacional Padrão |
Eletrônico |
Banco de Dados |
Código / Nome do Cliente |
3 Anos |
Delete |
22 – Controle de Alterações
Histórico de alterações através do Sistema BitQualy – Informação Documentada.